|
Die flüssige Kakaomasse wird in großen
Vorratstanks gelagert. Dort wird die Masse auf etwa 70 °C gehalten. Bei dieser
Temperatur bleibt die Masse flüssig.
Aus den Masse-Tanks wird die Masse
in einen Masse-Konditionierungstank gepumpt. Jede Presse verfügt über einen
eigenen Masse-Konditionierungstank, in dem die Masse auf die Pressung zu
Kakaobutter und Kakaopresskuchen vorbereitet wird.
Die Masse wird im Tank
auf die richtige Temperatur gebracht. Ein sich sehr schnell drehendes Rührwerk
sorgt für eine schnelle Wärmeübertragung, für die Homogenisierung der Masse und
für die Verringerung der Viskosität. Die Masse wird dadurch dünner und flüssiger
und kann somit auch besser gepresst werden.
Abbildung 3.4:
Kakaopresse mit Zusatzgeräten (Duyvis)
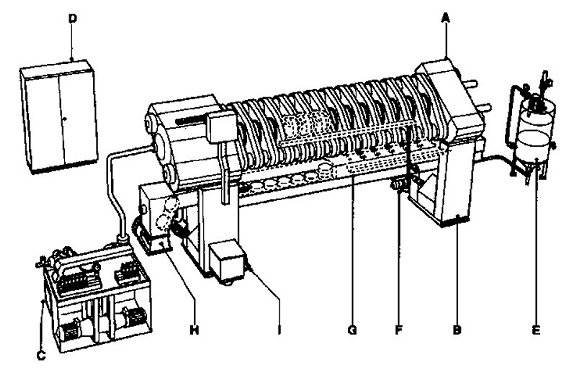
A. Kakaopresse
B. Stützkonsolen
C.
Hydraulische Pumpeneinheit
D. Kontrollpult
E. Konditionierungstank
F.
Masse-Pumpe
G. Presskuchentransport
H. Presskuchenbrecher
I.
Butterpumpe
Abbildung 3.5: Presseinstellungen (Duyvis)
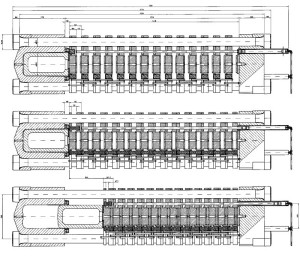
Um die Abbildung zu vergrößern, bitte auf das Bild klicken.
Die Presse hat drei
Einstellungen:
- geöffnet,
- geschlossen und gefüllt,
- geschlossen
und am Ende des Zyklus.
Das Pressen erfolgt in einem Zyklus (siehe
Abbildung 3.5).
1. Die Presse ist geschlossen. Dann startet
die Masse-Pumpe, die Füllventile öffnen sich, und die Kammern werden mit Masse
gefüllt. Siehe SCHEMA 1.
2. Die hydraulische Pumpe wird gestartet, und
die Presse beginnt mit dem Pressen. Die Butter läuft aus der Presse heraus, und
der Presskuchen bleibt in der Presse zurück. Siehe SCHEMA 2.
3. Wenn
genug Butter aus der Presse herausgetreten ist, öffnet sich die Presse mit den
Ausdrückzylindern. Die Presskuchen fallen aus der Presse heraus. Siehe SCHEMA 3.
Die Presse schließt sich wieder, und der nächste Presszyklus kann
beginnen.
Der Inhalt der Presse hängt vom Typ ab und
variiert bei einer Presse mit 12 bis 14 Kammern zwischen 165 und 220 kg Masse.
Ist die Presse geschlossen, kann die Masse aus dem Konditionierungstank zur
Presse umgepumpt werden.
Die Masse-Füllpumpe der Presse kann die Masse
unter einem Fülldruck zwischen 15 und 20 bar in die Presse pumpen. Beim Füllen
wird dabei die Butter aus der Masse gepresst, die die Presse auf herkömmlichen
Wege verlässt.
Nach dem Starten der hydraulischen Pumpe ist die aus der
Presse kommende Butter „verschmutzt“. Das heißt, dass sehr feine Kakaoteilchen
in der durch die Pressmatte strömenden Butter mitgeführt werden.
Die
Kakaoteile, die sich vor der Pressmatte aufhäufen (da sie zum Durchströmen zu
groß sind) fungieren selbst auch als Filter. Unter anderem dadurch ist die
austretende Butter schnell hell und klar. Die Butter wird über die
Ableitungsröhrchen gesammelt und anschließend über die sogenannte Butterrinne
zum Butterlagertank transportiert.
Bei einem Pressdruck von 100 bis 150
bar kann von einer flüssigen Masse in den Kammern keine Rede mehr sein. Es
entsteht ein harter Presskuchen. Bei einem Druck von etwa 350 bar hat dieser
Presskuchen einen Restfettgehalt von 22 bis 24 Prozent. Für einen Fettgehalt von
10 bis 12 Prozent muss der Druck auf 500 bar erhöht werden. Dieser Druck wird
dann ungefähr zehn Minuten ausgeübt, um das gewünschte Endergebnis zu
bekommen.
Pro Stunde können drei bis vier Pressungen vorgenommen
werden.
Der Presszyklus wird gestoppt, wenn der gewünschte Restfettgehalt
im Presskuchen erreicht wurde. Dies kann auf verschiedene Art und Weise
gesteuert werden.
-
Die austretende Butter kann gewogen werden, und
bei einem bestimmten Gewicht kann die Presse gestoppt werden. Anhand von
Messung/Analyse des Fettgehalts des Presskuchens wird das Verhältnis zwischen
Buttergewicht und Fettgehalt angepasst.
-
Eine andere Methode ist die Einstellung der Zeit.
Wenn ein Druck von 150 bar erreicht ist, wird der Timer gestartet. Der Presser
kann auf der Grundlage von Erfahrung und Fettanalyse die gewünschte Presszeit
einstellen, mit der der gewünschte Restfettgehalt im Presskuchen erreicht
wird.
-
Eine dritte Methode ist die Steuerung der
Pressung anhand der Plungerverschiebung. Auf dem Plungergehäuse ist ein Lineal
angebracht. Dieses Lineal gibt die Verschiebung des Plungers an und somit auch,
inwieweit das Paket von Kammern und Drückern zusammengepresst ist. Auch daran
kann der Restfettghalt des Presskuchens abgemessen werden.
Nicht alle Masse-Sorten lassen einfach und
problemlos zusammenpressen. Das ist von den physischen Eigenschaften der Masse
abhängig und wird u. a. von der Prozessweise, der Vermahlung und dem
Alkalisierungsgrad beeinflusst. Bei Masse-Sorten, die einfach gepresst werden
können, kann der Druck auf den Plunger schnell erhöht werden. Bei schwierig zu
pressenden Massen muss vorsichtiger gestartet werden. Untersuchungen haben
ergeben, dass jeder Masse-Typ eine eigene Presskurve hat. Das ist eine Graphik,
die den Druck auf den Plunger in Abhängigkeit von der Zeit
wiedergibt.
Abbildung 3.6: Presskurve - Druckertrag der
hydraulischen Pumpeneinheit
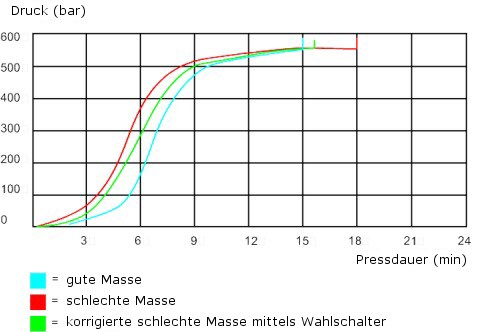
Von den modernen hydraulischen Pumpeneinheiten können die verschiedenen
Presskurven ganz nach Wunsch programmiert werden.
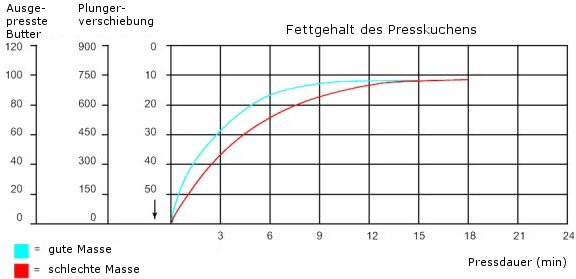
Abbildung 3.7:
Presskurve des Verhältnisse von Fettgehalt des Presskuchens im Presszyklus und
Buttermenge im Auslauf zur Plungerverschiebung
Nach Beendigung des Presszyklus öffnet sich die Presse, und die Presskuchen
fallen heraus. Sie kommen auf ein Band oder in eine Rinne und werden dann zu
einem Brecher transportiert. Dort werden die Presskuchenscheiben mit einem
Durchmesser von 35 bis 45 cm in kleinere Stücke von maximal 3 cm gebrochen. Für
das Brechen des Presskuchens wird meistens eine Hammermühle oder ein
Daumenbrecher verwendet.
SCHEMA/ZEICHNUNGEN mit Links zu
Apparaturfotos
Abbildung 3.8: Kuchenbrecher
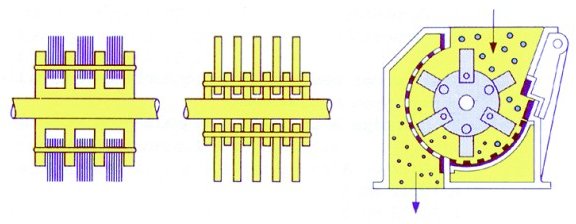
Die Hämmer zerschlagen den
Presskuchen, und die Stücke können das Gitter passieren. Damit die Hämmer mit
voller Wucht (Impact) schlagen können, wurde auf der Brecherachse ein Schwungrad
angebracht. Der gebrochene Presskuchen wird danach mechanisch (z. B. mit
Schraubwindentransport, Luft oder Redler) oder pneumatisch – gekühlt oder
ungekühlt – zu den Lagersilos transportiert.
|







)